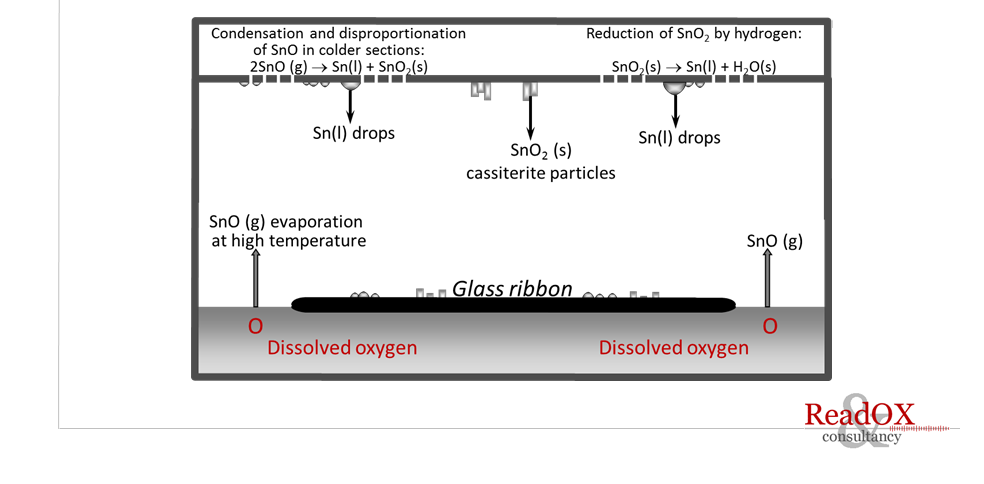
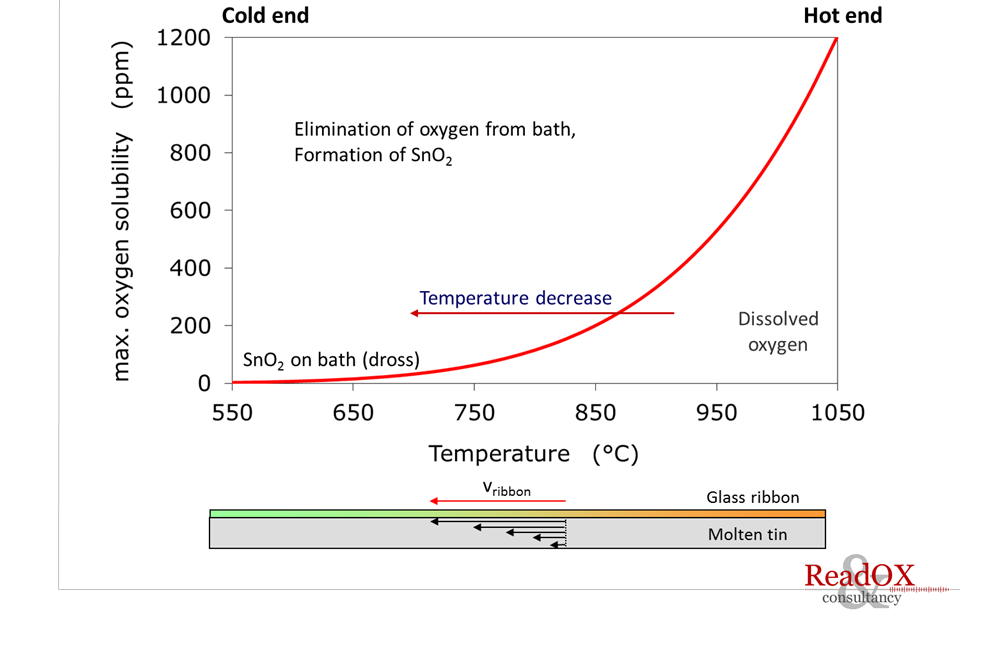
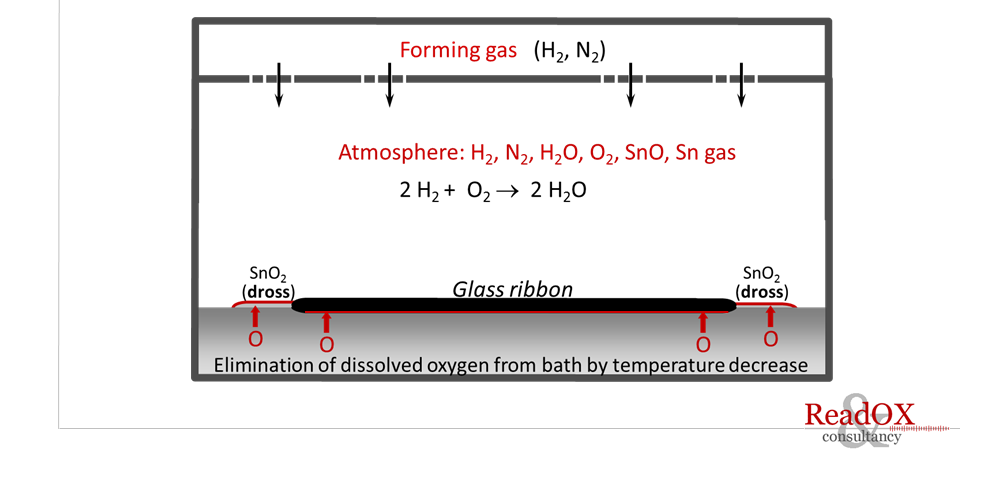
ティンピックアップ:ティンバスのホットエンド域(1100ºC)においては、温度の上昇につれて酸素の拡散性が高くなる結果、比較的大量の酸素が溶融スズ内に入ります。液体のスズは出口(600-500ºC)に近いより温度の低いセクションの方向にガラス板に沿って流れますので、酸素の溶解度は著しく減少します。これは結果として、溶融スズの上に浮いている二酸化スズ(SnO2)、所謂、ドロスを形成して溶融スズから酸素が離脱することになります。
ガラス板の下に形成されたドロス、そして高濃度の酸素を含有する溶融スズもまた、容易にボトム面に付着するでしょう。これらは、通常、ティンピックアップと云われます。さらに、ボトム面によって溶融スズからもたらされたスズは最初の幾つかのリフトアウトローラ‐に付着し、そして固化して、リボンのボトム面により大きな損害を引き起こすでしょう。
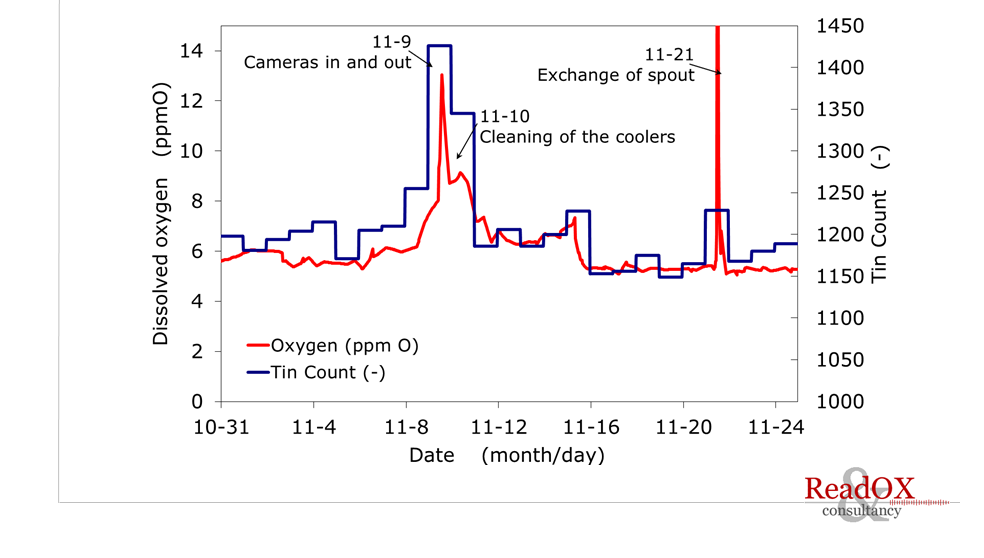
ブルーム:ボトム面欠陥のブルームは曲げあるいは強化のようなガラス板の空気中における後工程の熱処理後にヘーズとして現れます。これはガラス板のボトム面におけるスズレベルが高い結果です(高いティンカウント値)。溶融スズからボトム面へのスズの拡散は主にティンバスのホットエンド域の上昇した温度において生じます。大抵の金属は、通常、酸化物に溶けませんので、スズはガラスリボン中に拡散する前に、まず最初にSnOへ酸化されねばなりません。ゆえに、スズ中の高い酸素レベルはリボンのボトム面へのスズの拡散を促進し、したがって後工程のガラス板の曲げあるいは強化の間にブルームの形成を促進します。ベイ1(ホットエンド)においてRead-Ox溶融スズセンサによって測定された酸素濃度と分析されたティンカウントの間に明らかな関連が見られました。特にホットエンド域のティンバスの覗き窓(側壁のシーリング)における酸素の漏れはブルームの形成を防ぐためになくさなくてはなりません。この目的のために、ホットエンドにおける酸素の連続モニタリングが非常に重要です。酸素センサが酸素レベルの増加を示したときは、ティンバスの覗き窓を点検すべきであり、そしてシーリング作業することを考えるとよいでしょう。さらに、センサは速やかにシーリング作業の有効性についてフィードバックし、容易に危検な箇所を見つけるでしょう。